

Aquí estamos de vuelta de vacaciones y tenia esto pendiente de subir al blog. Se trata de un simple pie para el proyecto que hicimos de lamparita led cob.
Al principio del blog, en las primeras semanas, hicimos el proyecto de la Lámpara led cob Fabricación manual, donde preparamos un par de piezas de aluminio para que hagan de disipador y soporte del led. Dejamos para mas adelante hacer un soporte de lámpara para poder usarla en nuestras mesas de oficina o banco de trabajo, ya que dan bastante luz. Además, igual hago alguna variante mas de pie, según me pille, porque la primera pieza que quiero fresar con las estrategias hechas en el CAM de Fusion 360 es esta misma, me queda un chip mas led y haré otra mas para tenerlas todas disponibles. Realmente me quedarán dos led por hacerles el pie, hay margen para hacer revisiones. Cuando haga todo, espero en las próximas semanas, tendremos su entrada para las primeras impresiones y porque no, primeras liadas. Pero eso será otra batalla, vamos a centrarnos en lo de hoy, que es muy sencillito.
Tenemos el pie de lamparita dividido en 5 partes:
- Base
- Brazo o columna
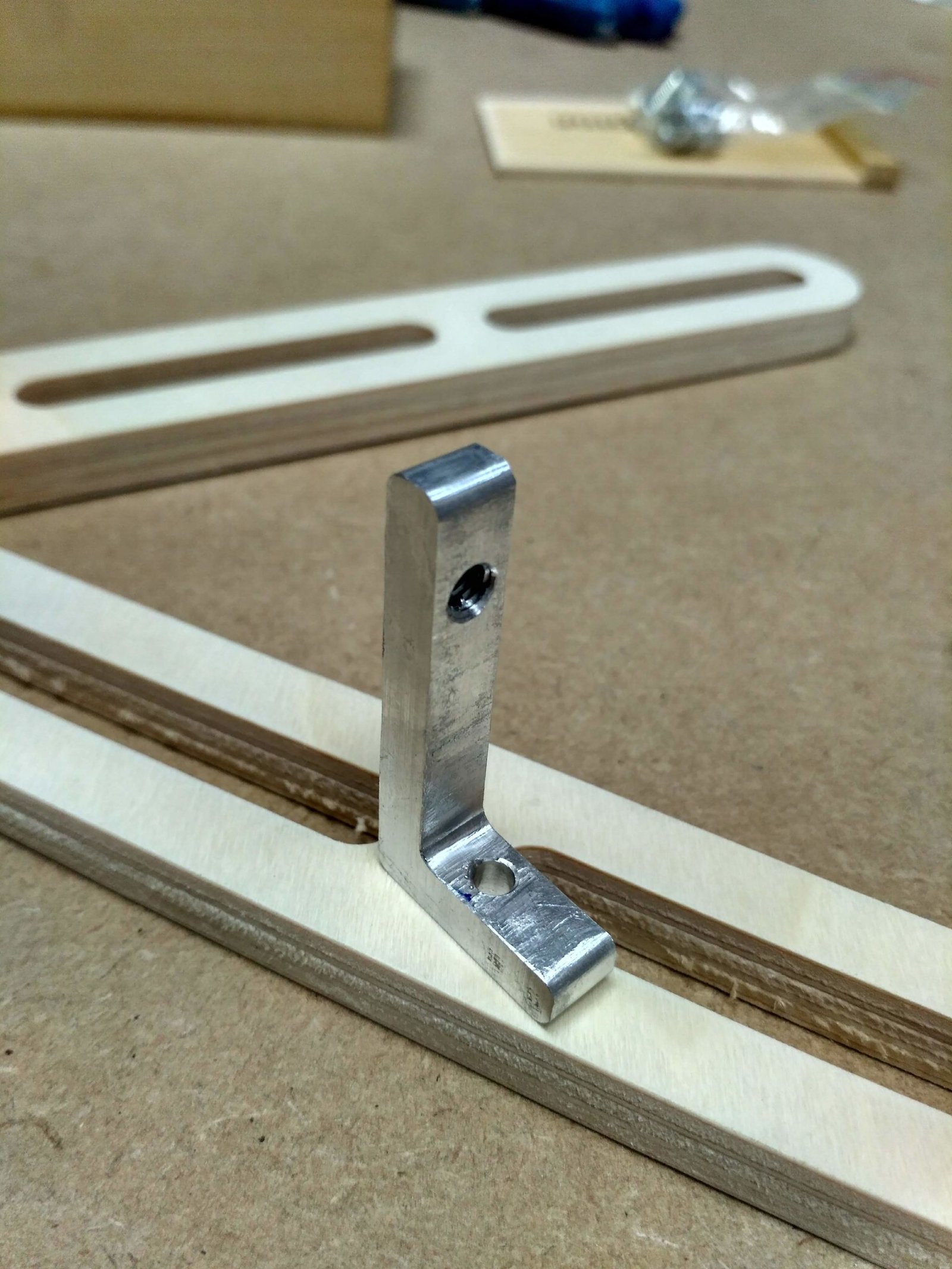
- Pieza de aluminio unión base con brazo
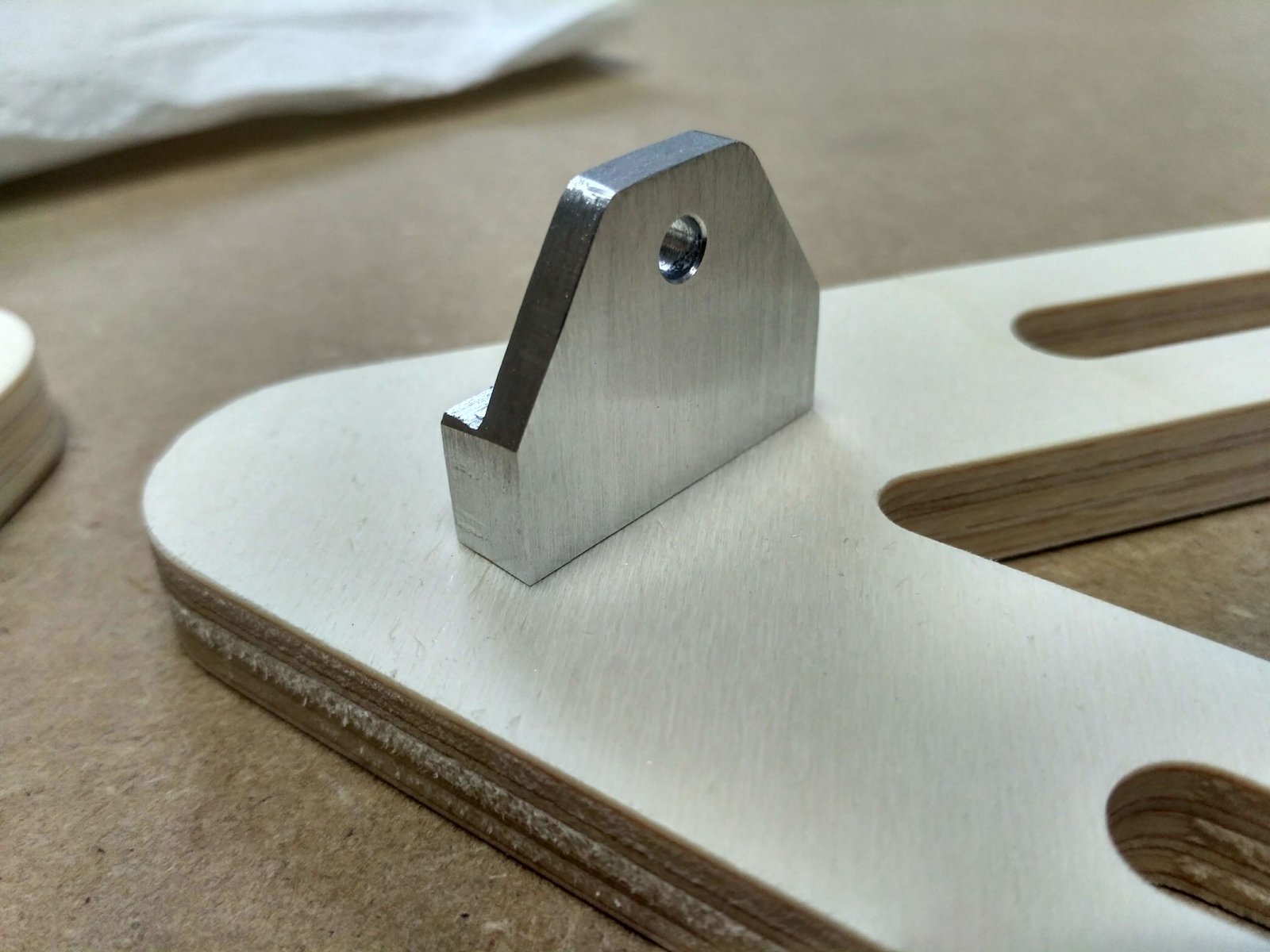
- Pieza de aluminio unión brazo con disipador led
- Regulador de intensidad de luz.
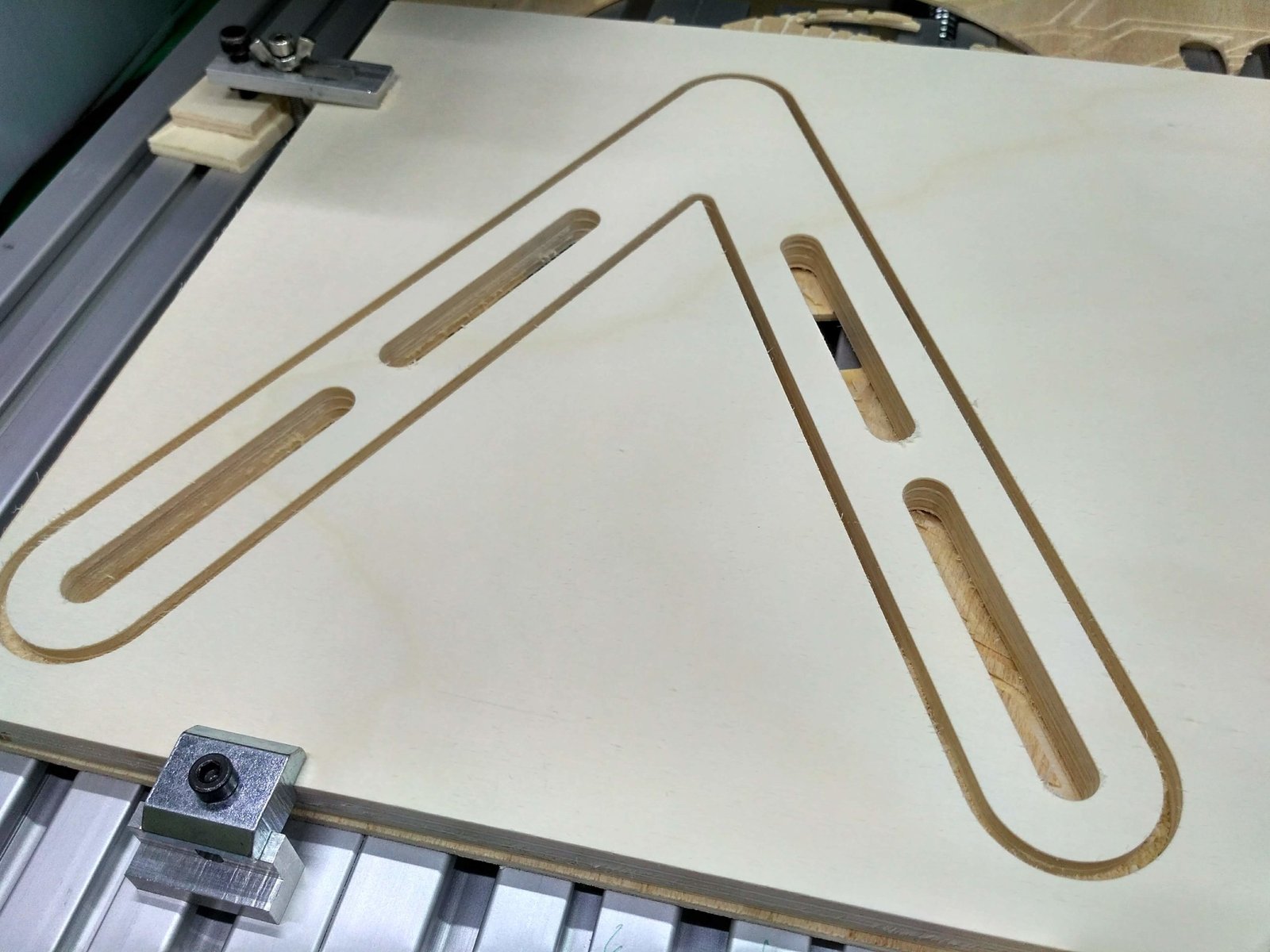
Las piezas de madera son contrachapado de 10mm, comprado en Leroy Merlin. Podéis usar retales o lo que tengáis mas a mano. Incluso hacerlo en aluminio todo. La base es algo grande, para evitar que al inclinar la lámpara led esta vuelque (no lo he conseguido del todo). Queda como revisión hacer una base mas pesada, tengo pensado meter un trozo de alu y si acaso hacerle una especie de carcasa de madera. Si el disipador sobre pasa la base cuando la inclinamos, esta pierde la estabilidad y la lamparita cae. Tiene unas medidas de 20 x 20 cm en V. Ocupa mas de lo que parece en las fotos.
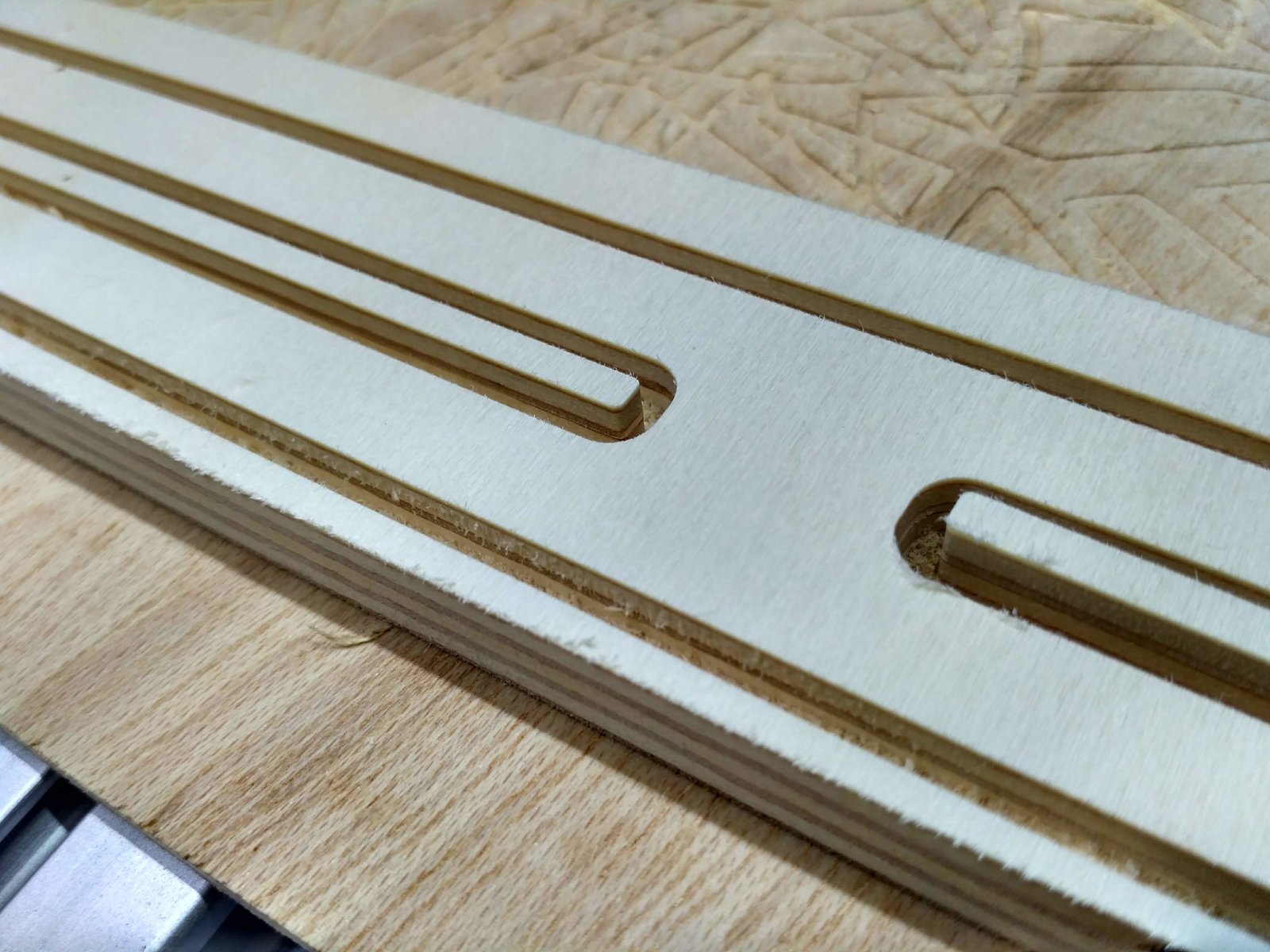
Para el brazo, lo mismo, contrachapado de 10mm y una longitud de 35cm. Una sola pieza, algo muy sencillo, simplemente para probar a hacer un soporte para el led.
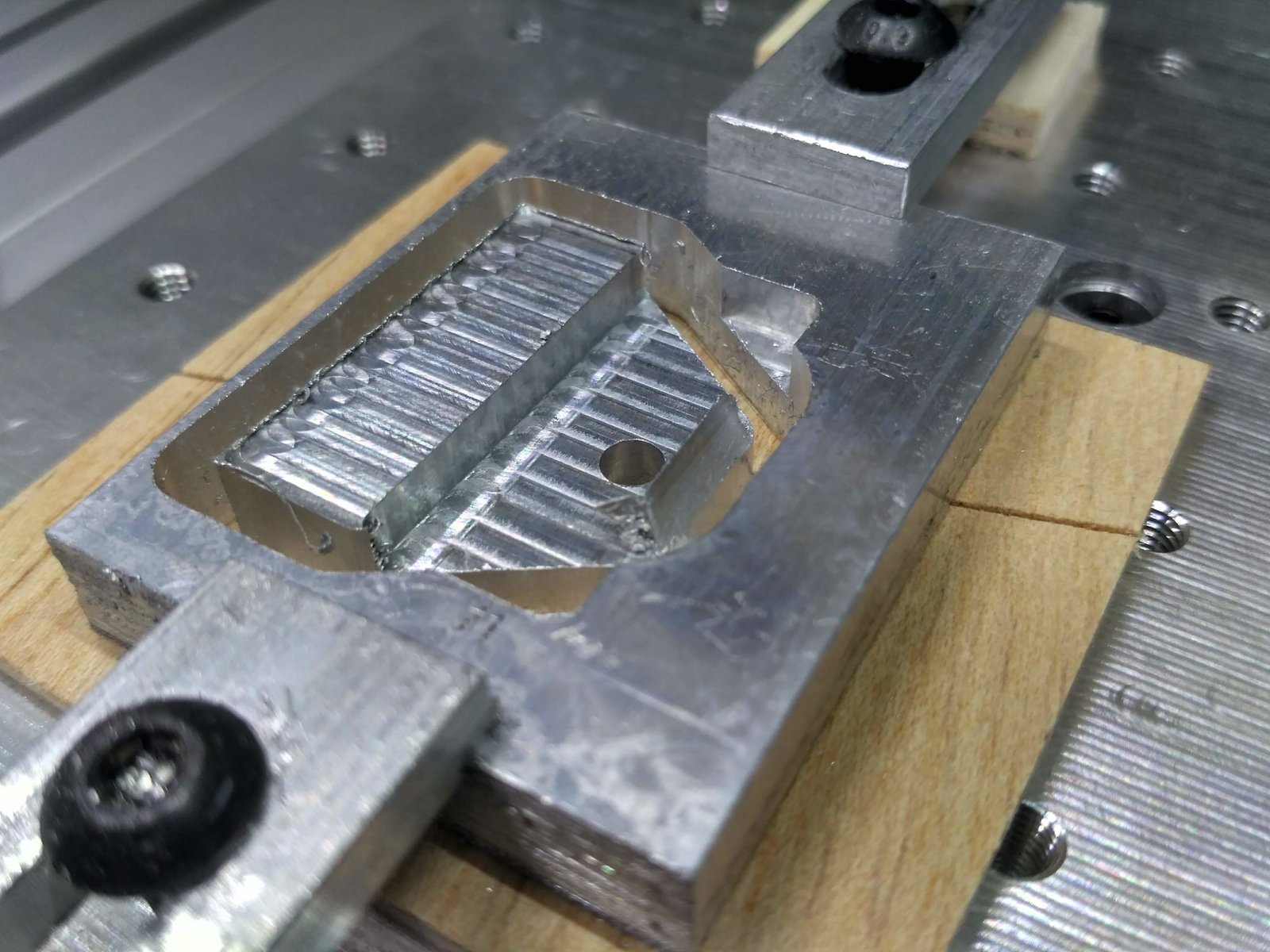
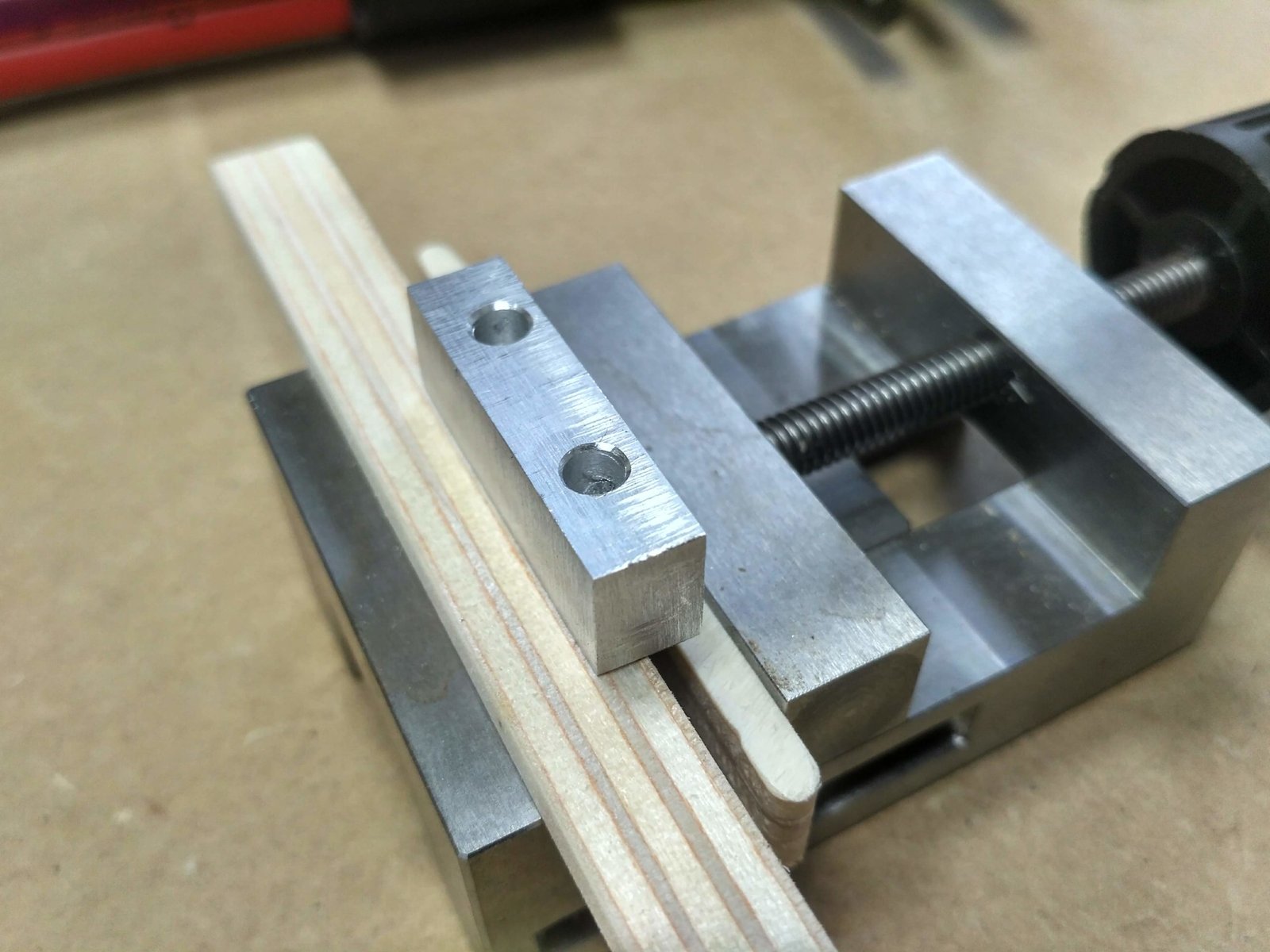
En el caso de las piezas de aluminio, pequeñas, salen de trozos de 8mm de espesor. No se que calidad de aluminio es (no es la 5083), porque son trozos rescatados, pero es algo mas blando que el 5083. Hay que andar con un poco mas de cuidado, porque los aluminios blandos pueden pegarse a la fresa y generarse una buena liada. Las virutas se pegan a la fresa, así que si os ocurre, usar algún tipo de lubricante o simplemente alcohol, vais echando alguna chorradilla por la zona donde va a pasar la fresa.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
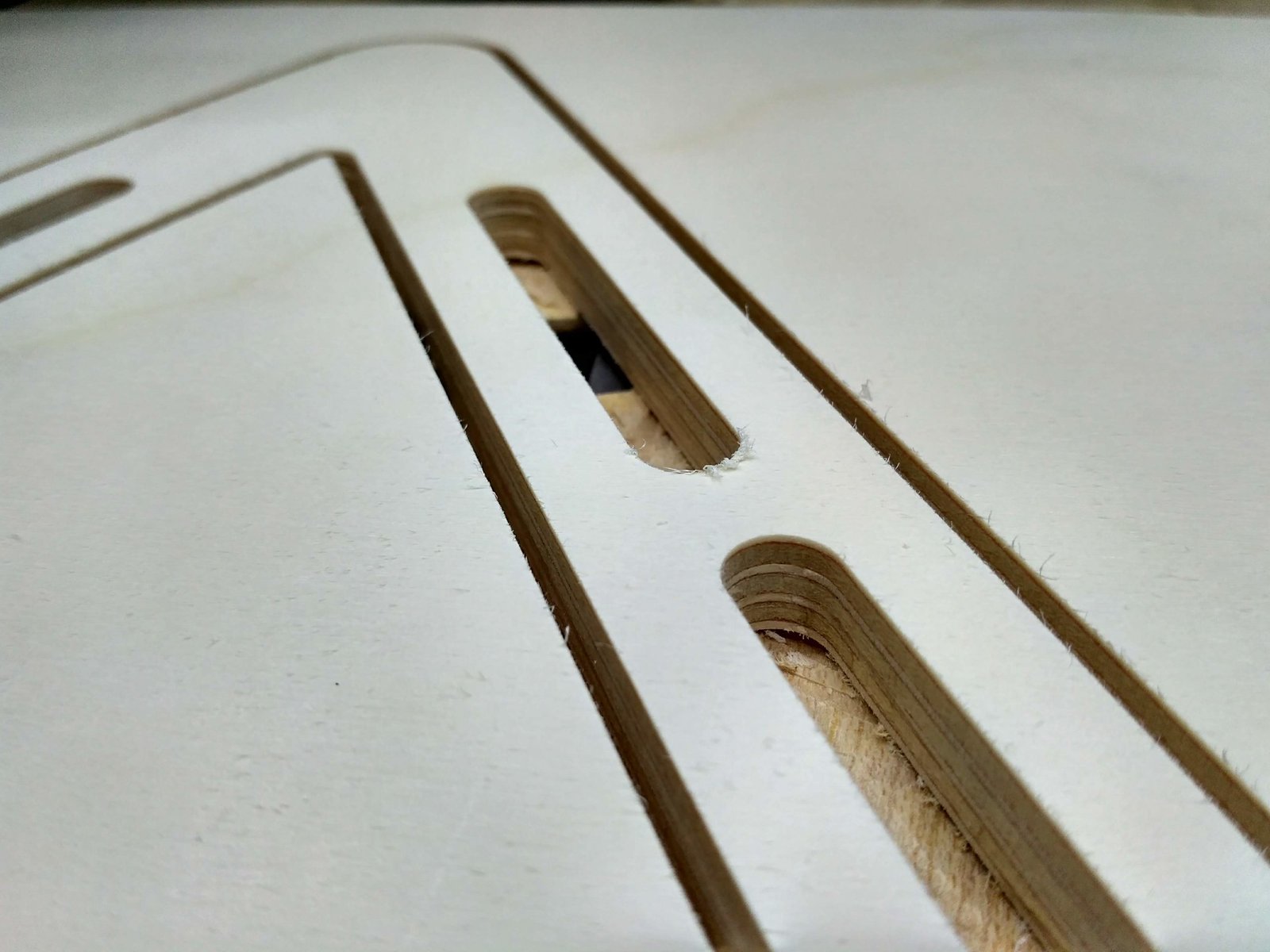
En este proyecto he usado una fresa que tenia guardada de 1 labio y corte Up&Down. Como podéis ver las imágenes de arriba, no ha quedado nada mal tras salir de la CNCDesktop500, una simple lijada rápida y acaba con esos pocos bordes con algo de rebaba.
Pero todo no es de color de rosa, y esta vez no ancle de forma correcta el stock, con lo que al mecanizar, el material vibraba y por ello el lateral no quedo del todo limpio en algunas zonas. Mas abajo os dejo la fresa usada.
Los parámetros de corte para ambas partes de madera, con la misma fresa, fueron los siguientes:
- RPM: 11.500
- Speed: 600mm/min.
- Profundidad de pasada: 4mm.
- Entrada en el material en rampa a 200mm/min.
Herramienta usada
Fresa de 1 labio corte UP&Down 3.175x12x38L
Fresa para maderas, plásticos o materiales que no sean metálicos.

No tengo ninguna foto del brazo, pero es lo mismo que la base, mismos parámetros CAM, material, fresa y resultados.
Siguiente punto, las piezas de aluminio, use trozos que tengo pequeñitos y colocando el stock con un poco de cuidado, se pudieron mecanizar sin problema. No me complique la vida mucho con las estrategias de estas dos piezas, pues no tienen gran misterio. Eso si, nuevamente fui conservador por el tipo de aluminio.
Parámetros de corte:
- Fresa: 1 Labio 3.175mm
- Speed: 450mm/min
- RPM: 11.500
- Profundidad de pasada: 0.5mm
- Entrada en material en rampa 200mm/min.
En esta ocasión, la velocidad se podría haber subido sin problema a 600mm/min. Solo use un poco de lubricante en las primeras dos pasadas, pero vi que no era necesario porque salían bien las virutas, así que el resto de la pieza (y la segunda pieza) fueron sin lubricante ni aire. Sin mucho mas que contar, un par de piezas que en unos pocos minutos están mecanizadas. Se pierde mas tiempo en anclar el stock que el proceso que trabaja la maquina (suele ser frecuente este caso). Recordar no correr aquí, es mejor anclar bien y perder el tiempo en esta fase, que no romper fresa o que salga el material disparado y tengamos un accidente. Andaros con ojo y para evitar este tipo de cosas y ganar seguridad, hacer a vuestras maquinas su correspondiente caja de aislamiento. Os dejo el link a la que le prepare a la mía.
Como ultima nota, recordaros que uséis una fresa que sea algo mas larga del espesor que vais a cortar, pero que tampoco sea excesivo (para estos diámetros pequeños tipo 3.175-4mm). Por ejemplo, para este espesor de 8mm, una fresa adecuada es una de 10mm de largo. Irse a una de 15 o 20mm es excesivo y perjudicial. Sera mas robusta una fresa corta que una larga.
Herramienta usada
Fresa de 1 labio 3.175×10 mm. Tenéis de varios tamaños y medidas en el mismo anuncio.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Me gusta probar algunas cosas sobre acabados en aluminio, y en esta ocasión, que es una pieza pequeña y para casa, se pueden probar cosas. Una lijada con grano 600 deja un buen aspecto estético y cuesta un momento. Podéis añadir un poco de agua a la lija para mejorar el acabado un poquito mas. Con este proceso se pueden eliminar posibles arañazos y las marcas de las pasadas de la fresa. Importante que el movimiento de la pieza sea en una sola dirección, que sea recto para que las lineas que se forman sobre la pieza queden rectas y en el sentido que buscáis. No es un proceso de pulido, así que es importante este detalle.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Para la pieza que une el brazo con el disipador, poco mas que añadir. Al final también la lije porque queda bien el aspecto, pero sin mas. Una pieza que no tiene ningún misterio. Fotos abajo.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Como unas fotos valen mas que mil palabras de explicaciones, tenéis una buena colección. No tiene misterio alguno esto, así que podemos tirar de imágenes.
Si algo se puede mejorar es la integración entre pieza de aluminio y madera. Se puede hacer algún rebaje en la madera para que quede estéticamente mejor.
Con un par de tornillos, y algunas arandelas, se completa el montaje de las pocas piezas. Aunque lo suyo habría sido usar algún sistema mas cómodo para apretar las articulaciones, como es una lamparita que va a estar por el local, siempre tengo una llave a mano para el momento que quiera mover la.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Poco mas que añadir, ya serían las fotos del resultado final, que están las primeras. Le puse a última hora un regulador de tensión para poder controla la iluminación y quedo listo. Alimentada a 12v con un adaptador AC-DC de 12v@1A y una cajita para meter el regulador que no tiene misterio alguno.
Y hasta aquí llegamos con esta entrada. Como ya he dicho, no se si haré alguna base mas, si tenéis alguna idea sencilla ya sabéis, a los comentarios. La próxima entrada relacionada sera con el bloque disipador hecho en la CNC en vez de a mano. Cualquier idea, sugerencia y algo que veáis que esta mal, comentarla para que podamos aprender todos.
Nos vemos en la siguiente,
Gracias por leerme.
Entradas relacionadas
Entradas mas recientes
Comparo 5 fresas de 3 labios mecanizando aluminio
En los preparativos de los fixtures para la CNC1500 he tenido que mecanizar numerosas piezas que servirán de zona para anclar los fixtures. Aprovechando que
Que efecto produce la vibración de una fresa
Que notamos o que efecto produce la vibración de una fresa en un material como puede ser el aluminio? Puede darse el caso de que
Cuanto consume un spindle de 2,2Kw en una CNC DIY
Recientemente compré un enchufe de estos que te muestran el consumo de lo que conectas. Uno básico y de bajo coste. Esta semana lo he