
De la misma forma que tenemos fresas en V para hacer chaflanes con un perfil recto en el material, también podemos podemos encontrar una fresa para chaflán redondo.
Ya habéis podido ver alguna fotillo de adelanto por Twitter estos días, y también el post de los reflejos, que fue el mismo material que se ha mecanizado en esta ocasión. Bueno, en esta ocasión toca probar esta fresa para chaflán redondo con la CNC, y evitar el paso al router con la posibilidad de rayar la superficie del metacrilato.
Consideraciones previas; En este caso, estas fresas incrementan muy drásticamente su precio y diámetro conforme busques radios mayores. La fresa comprada tiene un radio de 2.6 y un diámetro de fresa de 6mm. Os dejo el enlace de la fresa para Aliexpress y dentro de el, están las diferentes opciones, que van desde radio 0,5mm hasta los 6mm y con diámetros desde los 4mm a los 14mm. Tenedlo en cuenta de cara a que podáis meter la fresa en vuestro spindle.

Recordar que podéis encontrar mas fresas para CNC en este blog, en la sección que tenemos creada para recopilarlas. También podéis enviar vosotros vuestras recomendaciones.
Buscando el hacer un borde curvo y así que la pieza de metacrilato quede mejor (material comprado en materialsworld.com), estéticamente hablando, disponemos de esta fresa para chaflán redondo. También se puede usar para aluminio y quizás en madera, pero no se que resultados dará o si el acabado será bueno.
En nuestro caso, y con unas pruebas iniciales con parámetros muy conservadores, he probado la fresa a velocidad de 400mm/min y 12000rpm. En la estrategia de corte, busque hacer 2 pasadas pero realmente con una pasada sobra, porque en la primera apenas llegaba a rozar el material. Hay que tener en cuenta que pese a ser radio 2.5mm, no podemos apurar este valor y en mi caso lo deje configurado para un radio de 2.2mm. Si lo apuras mas o hasta los 2,5mm, puedes llegar a dejar las marcas del limite de la fresa, y no quedan bien.
{kind=link}
{kind=link}
{kind=link}
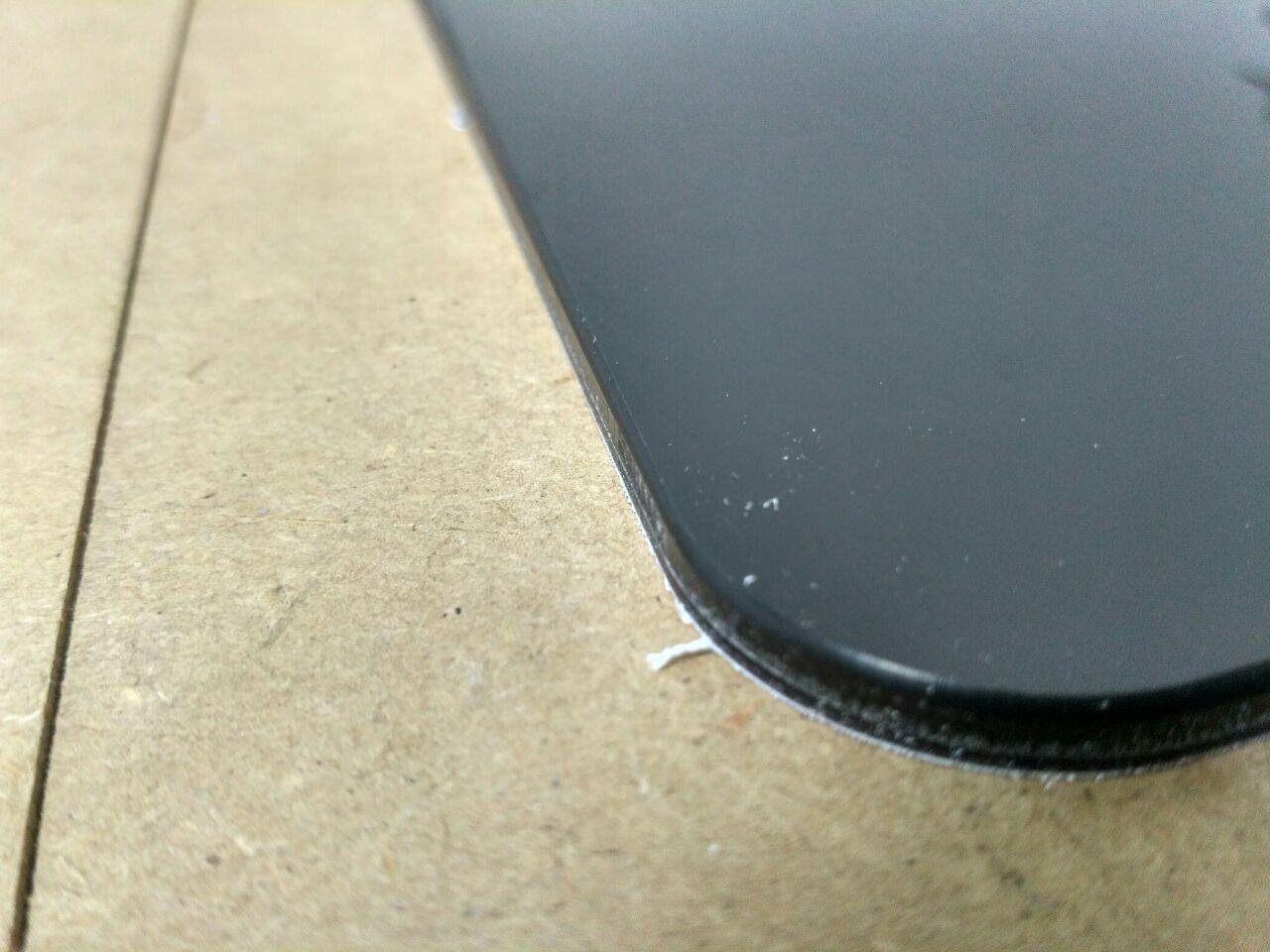
He de decir, que la velocidad de corte era muy bajita, y que esta fresa se podría haber usado a 600mm/min o mas sin problema alguno. El acabado habría sido igual de bueno o incluso mejor. Os dejo unas fotos del borde en las siguientes imágenes. Al ser un material plástico, si que tenemos que evitar el trabajar por debajo de los 200mm/min porque recalienta el material y lo deja muy mal. O en caso de programar una entrada en rampa, esta ha de ser muy rápida, o también llegaremos a un mal resultado en la zona donde se produce esta entrada. En mi caso me ocurrió esto, y deje unos valores de entrada muy bajos, con lo que tengo 10mm con el borde marcado debido a una baja velocidad para entrar en el material.
{kind=link}
{kind=link}
{kind=link}
Aunque aparentemente se vea un proceso fácil, no deja de estar dividido en tres fases:
- La primera para hacer todos los mecanizados que no intervenga esta fresa, se pueden hacer del tirón y listo. En esta primera fase, también se realiza el surco previo en la zona donde posteriormente vamos a proceder a redondear el borde, y ahora veremos el porque. Este rebaje inicial, donde queremos aplicar el chaflán redondo, tenemos que fijarnos de que la fresa que usamos nos deje un slot lo suficientemente grande para que nuestra fresa de redondeo solo haga contacto con el material que queremos trabajar y no lo haga con el otro borde o incluso con el fondo. Así obtendremos un mejor acabado.
- La segunda operación de mecanizado, es la de la propia fresa de redondeo. Yo use dos pasadas, pero como he dicho antes, con una sola es mas que suficiente.
- Para terminar, con la tercera fase, lo que hacemos es acabar de recortar la pieza, por la zona donde ya le hemos hecho un slot previo, pero que no llegamos a cortar todo el espesor del material. De los supuestos 5mm de espesor, el primer slot solo fue para quitarle 3mm.
Vamos a comentar un poquito el porque en la fase 1 no realice el slot de todo el espesor y simplemente deje las pestañas para sujetar la pieza. Bien, el metacrilato es un material bastante “blando”, a poco que aplicas fuerza ya lo consigues doblar o generar una ligera deformación mientras estas aplicando dicha fuerza. Esto nos genera un problema; El material se mueve y vibra cuando lo estamos mecanizando si no lo tenemos firmemente anclado a nuestra mesa.
Aparte de estas vibraciones que tienen un efecto muy negativo sobre el acabado (además de que podemos correr el riesgo de romper una fresa si es finita, como de 2mm o menos), tenemos el problema de que el material se deforma en los puntos donde estamos fijando el material. En caso de no poner los suficientes puntos de anclaje, tendremos que el material se comba ligeramente y por tanto, tendremos un problema de vibraciones y de altura del material.
Dado que nuestro margen con la altura es muy pequeño, tan solo disponemos de unas décimas, el efecto de combarse ya genera un error mucho mayor de estas décimas, y es lo que me ocurrió. En los centros del lateral mas largo, el material se combó y ahí la pasada de redondeo comió mas de lo que debería. La forma de solucionar esto es metiendo mas puntos de anclaje, mínimo el doble de los que yo puse, o hacer algunas clamps que sean muy largas, como de unos 10cm, de forma que la superficie de anclaje es mucho mayor y de esta forma, evitas el efecto de la deformación del material cuando lo quieres fijar en tu mesa de trabajo. Otra buena solución podría ser usar cinta de doble cara o incluso una mesa de vacío.

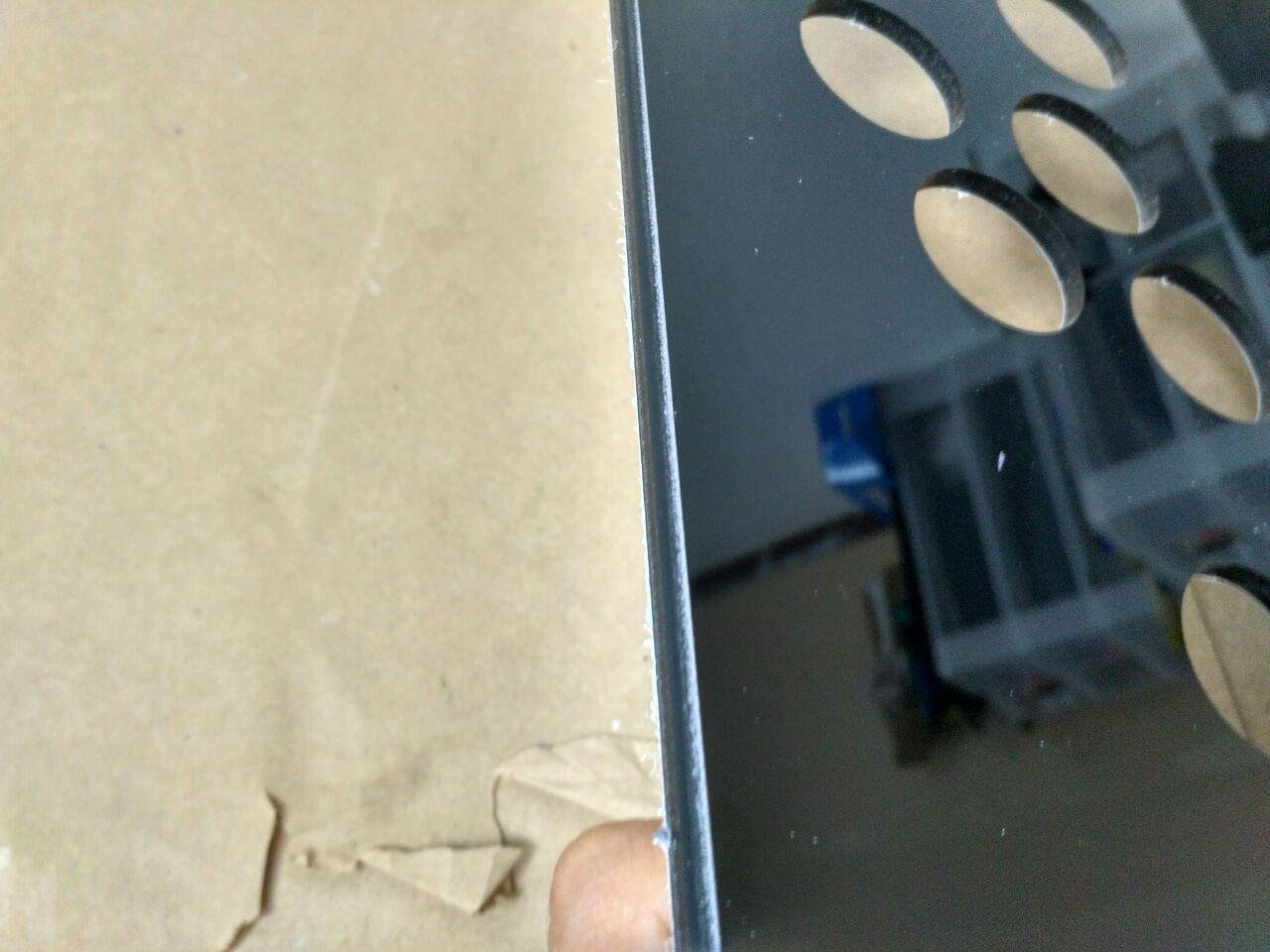
En la foto superior podéis ver los 4 puntos en las esquinas, y habría sido necesario poner mínimo 4 mas, en los puntos intermedios de cada lateral. La próxima vez no me volverá a pasar, pero siempre tiene que haber una primera vez donde detectar el problema.
Segundo punto importante, donde nos vamos a pelear con este material. El espesor del propio material. Es bastante lotería, y supongo que habrá fabricantes de metacrilato que lo hagan mucho mejor, pero podemos tener diferencias de espesor en el material de 0,8mm en una pieza de 50cm de lado. Y esto es muchísimo margen cuando queremos hacer operaciones de chaflán o incluso al cortar, que no lleguemos a hacerlo en la ultima pasada.
Cuando queráis trabajar en los detalles, tener esto en cuenta. Una forma de apañar este error de espesor, es “calzar” el material con trocitos de papel (un folio tiene un espesor de 1 décima) y buscar dejar la superficie a un nivel lo mas similar posible.
Y para ir terminando, este tipo de fresas ya son algo especiales, pero hay ciertos modelos que nos pueden venir bien como una posible fresa para roscado con CNC, en su día ya hable de ello y os enlazo el post por si lo queréis revisar. Esto es todo por mi parte, espero os sirva de ayuda y nos vemos en el siguiente.
Un saludo amigos,
Entradas relacionadas
Entradas mas recientes
Colaboración con JLCPCB
Para este año tenemos un pequeño gran cambio, y es que me han contactado recientemente para hacer una colaboración con JLCPCB. Tras el intercambio de
Nuevos expositores de madera para coleccionar figuras Lego
Hace ya un tiempo que termine este proyecto, pero se me quedo por escribir su correspondiente entrada. Se trata de los nuevos expositores de madera
Protección contra polaridad inversa
Si buscamos implementar un sistema de protección contra polaridad inversa, podemos utilizar un simple mosfet! La protección contra polaridad inversa es una de esas cosas