Comparto mis sensaciones en esta comparativa de fresas 1L D6 DLC de Dreanique que he estado probando durante el mecanizado del juego de piezas para la HLPSL CNC DIY machine.
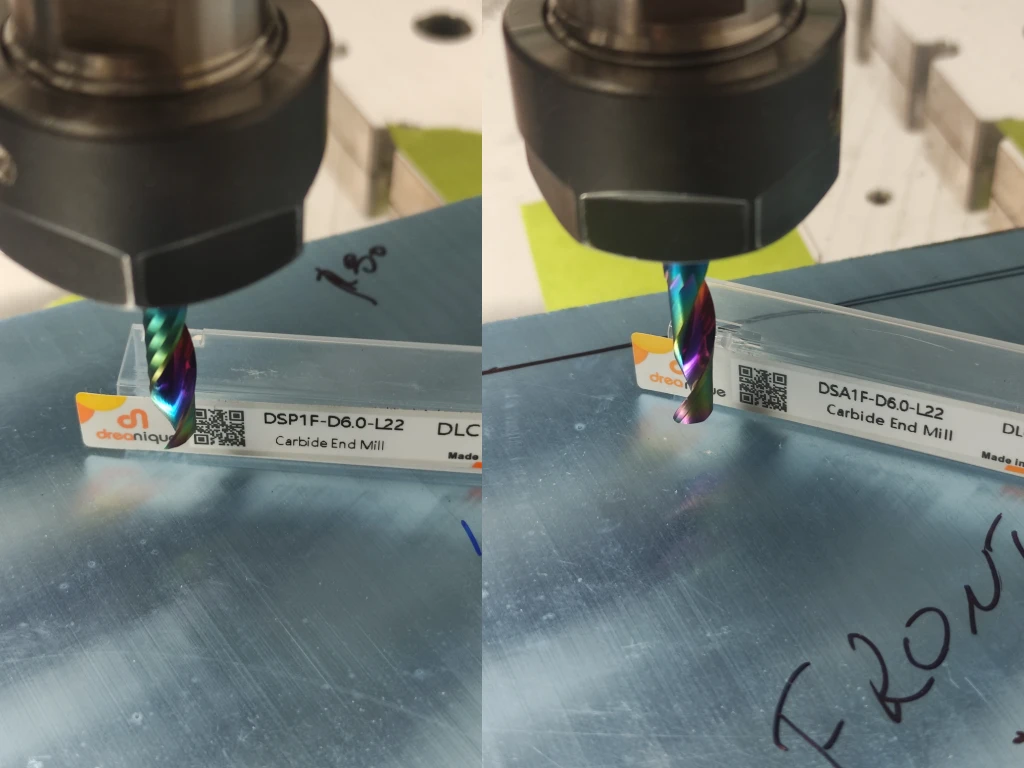
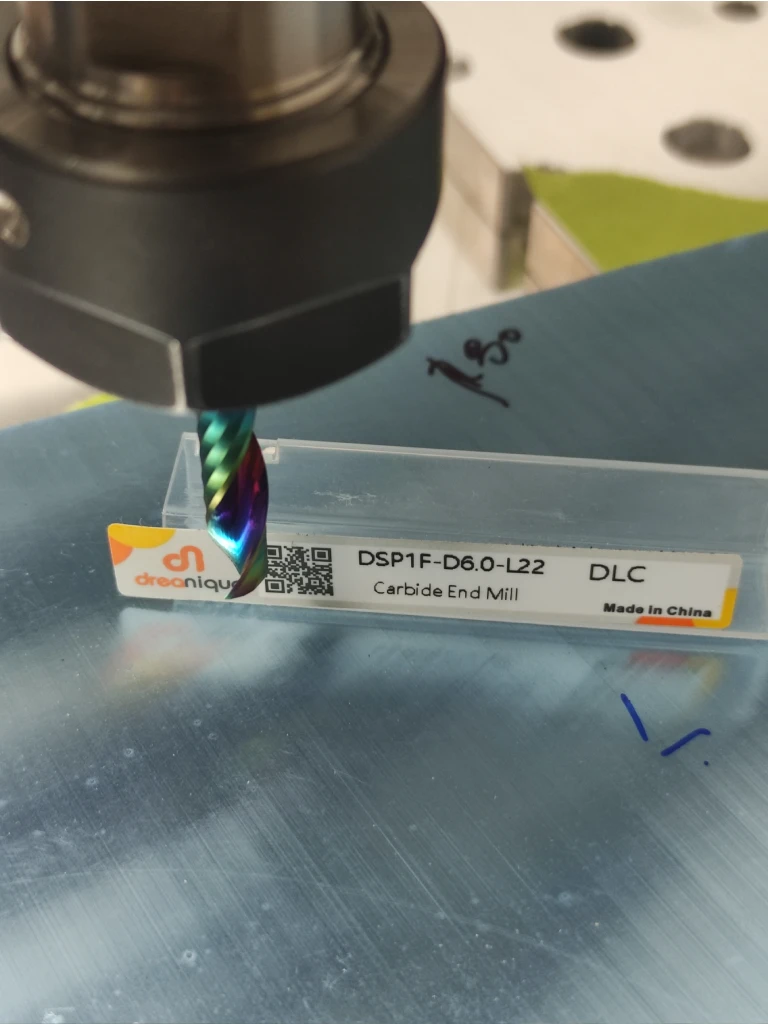
Tras varias piezas y unas cuantas horas de mecanizado, voy a intentar transmitiros mis impresiones, en esta comparativa de fresas 1L D6 DLC de Dreanique. Concretamente, fresas de 6mm de diámetro y 22mm de longitud de corte con un labio y el recubrimiento especial de Dreanique (el que tiene un acabado de colorines para diferenciarlo). A grandes rasgos, frente a las fresas de mismo diseño, pero sin recubrimiento, duran mas y cortan mejor las que tienen el recubrimiento DLC.
– Dreanique DSA1F-D6.0-L22 DLC
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
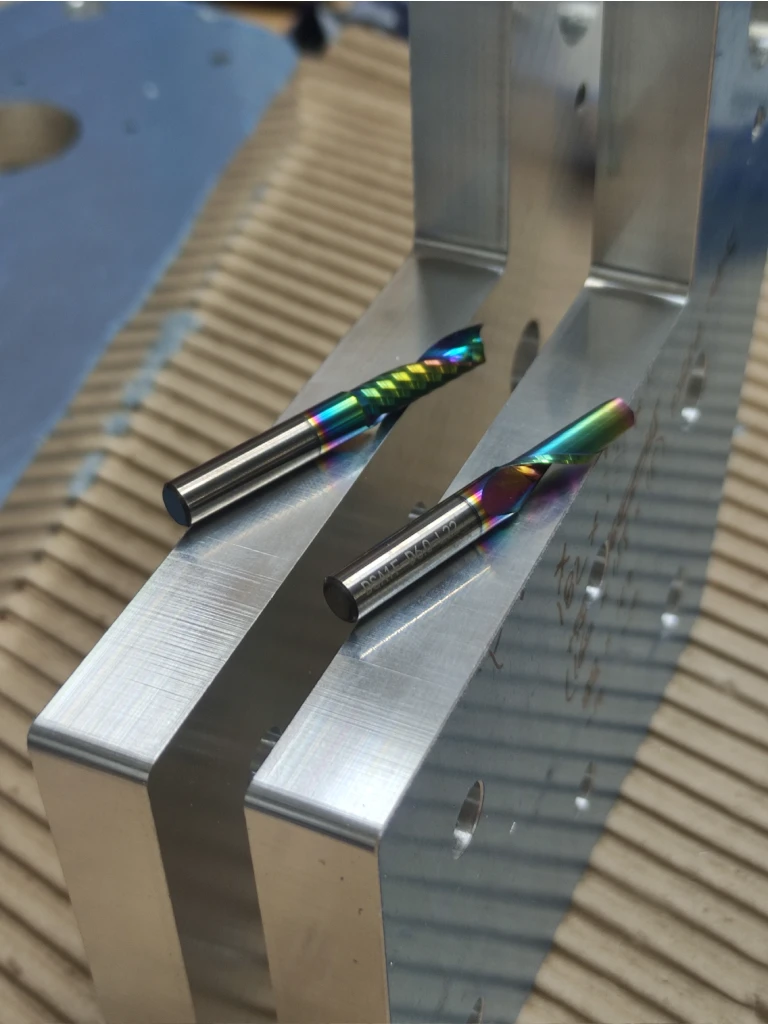
Diferencias visuales entre las fresas.
Como se han realizado las pruebas
Donde están las diferencias en los resultados
Video sobre la comparativa de fresas 1L D6 DLC de Dreanique
Entradas relacionadas
Entradas mas recientes
Nuevos expositores de madera para coleccionar figuras Lego
Hace ya un tiempo que termine este proyecto, pero se me quedo por escribir su correspondiente entrada. Se trata de los nuevos expositores de madera
Protección contra polaridad inversa
Si buscamos implementar un sistema de protección contra polaridad inversa, podemos utilizar un simple mosfet! La protección contra polaridad inversa es una de esas cosas
Generar modelos 3D a partir de una imagen con IA
Vamos con el post recopilatorio de las piezas en 3d que estos últimos días he publicado por las diferentes redes sociales (X, IG, YT), así que vamos