Cuando definimos la dirección del movimiento en una estrategia de corte CAM, seguro que os suena haber escuchado sobre climb o conventional milling, tanto en fresado manual como en CNC.
Me había dejado pendiente una pequeña explicación sobre el climb o conventional milling en el post que hice sobre el Fixture Plate casero para CNC DIY, ya se hacia muy larga al entrada. Esto es lo que vamos a ver hoy, un poco por encima porque tiene su miga.
En la entrada sobre parámetros de corte para fresadora cnc se explica esto mas en profundidad, pero alguna vez me habéis preguntado porque hay ocasiones que se ven mucho mas las pasadas que en otras. Y la respuesta esta relacionada con la dirección de la trayectoria de avance de la fresa.
En el proyecto del Fixture Plate, al hacer las bases sobre las que posteriormente iba a apoyar el Fixture, se veía perfectamente este efecto y me acorde de los que habéis preguntado. Así que aprovecho una de las fotos del proyecto para comentarlo, y en el enlace de antes, el mozo de MaquinerosCNC lo explica perfectamente.
En nuestras maquinas fresadora caseras o CNC DIY, donde la rigidez no es el punto fuerte de ellas, las pasadas se aprecian con mas notoriedad que en maquinas profesionales. Ojo! En todas las maquinas, profesionales o no, se van a notar las pasadas. Si veis alguna pieza que no es así, es porque lleva procesos de acabado.
Las pasadas tienen una dirección de avance de la fresa, y con ello y respecto al material, la fresa ataca el material entrando en el de dos formas. Una de ellas es “climb” y la otra es “conventional”. Ilustremos con una imagen, que es mejor.
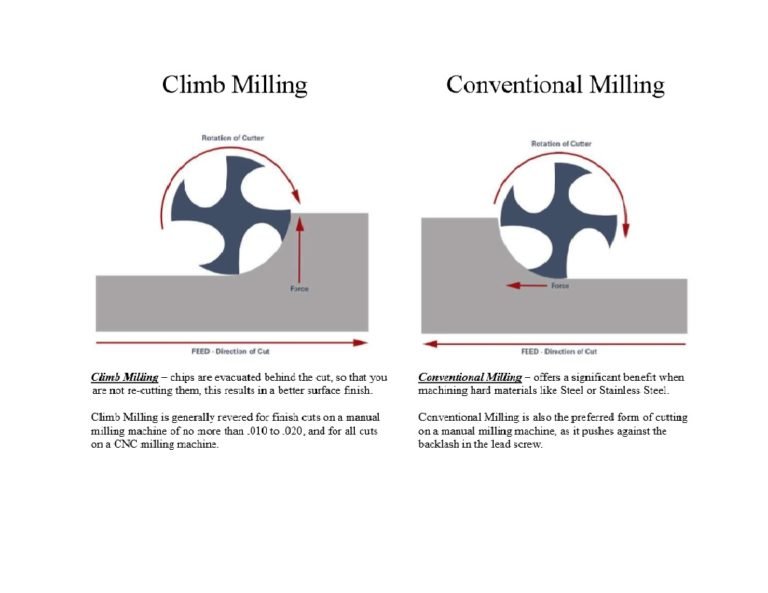
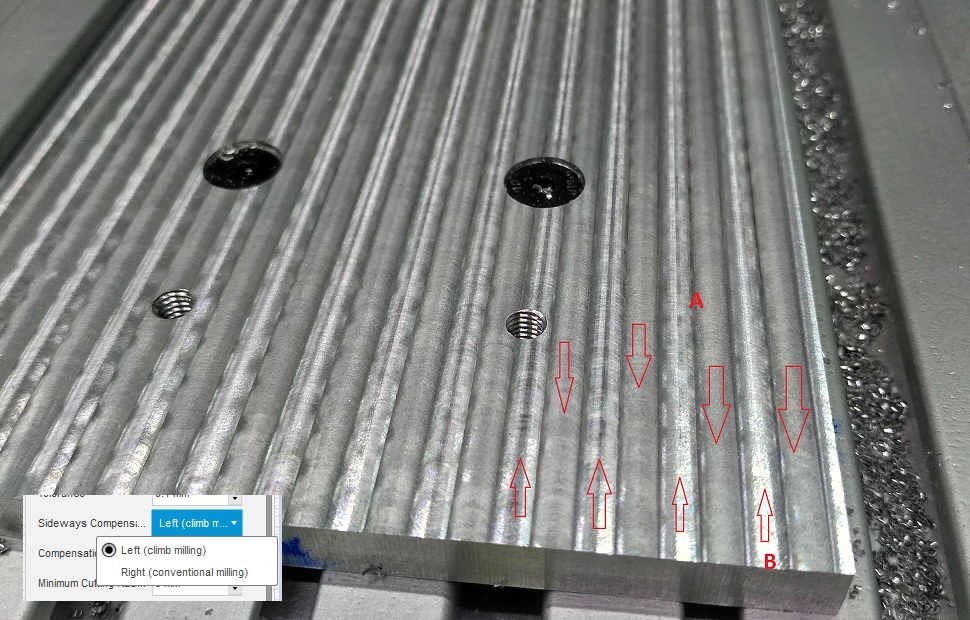
Esta imagen y su texto ya lo dice todo, incluso cuando es mejor usar una u otra. En cuanto a nuestra imagen inicial, he marcado con flechas A y B las diferentes pasadas.
Las pasadas A corresponden con el tipo conventional y las pasadas B corresponden con el tipo climb. Teniendo en cuenta que las pasadas van avanzando de derecha a izquierda. Aquí se puede ver claramente, en un proceso de planeado, como la dirección importa a la hora de obtener un acabado superficial. Cuidado, es lo mismo cuando trabajamos en el lateral del material, no vamos a obtener el mismo resultado con climb o conventional milling.
¿Qué es mejor, climb o conventional milling?
Generalmente, en nuestras fresadoras CNC vamos a trabajar la gran mayoría de veces con estrategia climb, ya que rara vez nos vamos a ver trabajando materiales mas duros que el aluminio (hablando desde el punto de vista de un uso casero). Si trabajáramos hierros o aceros, tendríamos que valorar el uso de la estrategia conventional.
Si que es cierto que pueden existir casos donde tengáis mejor resultado con un conventional frente al climb, pero eso ya depende de la rigidez de vuestros chasis. Por tanto, mi recomendación; Hacer las pertinentes pruebas, con ambas, y sacar vuestras propias conclusiones. Cada maquina casera es un mundo, y no se parecen entre ellas, así que hay que obtener los parámetros de cero, en todos los aspectos. Algo que a mi me funcione, no tiene porque funcionarle a otro.
Hacer las pruebas, tanto en desbaste como en pasadas de acabado, ya sean planeados, corte lateral, chaflanes, lo que sea. En todos los programas CAM que he visto, puedes elegir la dirección de avance de la fresa. Y ya no en todos, pero por ejemplo en Fusion360 si, puedes configurar que la estrategia sea toda en climb o toda en conventional milling. O en ambas, con lo que el tiempo de ejecución se reduce. Tanto a la hora de planear como de realizar cualquier tipo de estrategia, este parámetro es común a todas.
En mi caso, yo obtengo mejores resultados en acabado con climb en mi CNCDesktop 500, y generalmente va a ser así en todas las maquinas que tengan una mínima rigidez, pero pueden haber casos, que no sea así. Otro día hablaremos sobre mas detalles como el run out de los portas y que efectos pueden tener (aquí es donde esta la diferencia de precios).
Pues esto es todo por mi parte, espero que ahora podáis conocer porque hay tanta diferencia entre pasadas y de donde viene, en mayor medida es del climb o conventional milling. Nos vemos en la siguiente.
Saludos,
Entradas relacionadas
Entradas mas recientes
Colaboración con JLCPCB
Para este año tenemos un pequeño gran cambio, y es que me han contactado recientemente para hacer una colaboración con JLCPCB. Tras el intercambio de
Nuevos expositores de madera para coleccionar figuras Lego
Hace ya un tiempo que termine este proyecto, pero se me quedo por escribir su correspondiente entrada. Se trata de los nuevos expositores de madera
Protección contra polaridad inversa
Si buscamos implementar un sistema de protección contra polaridad inversa, podemos utilizar un simple mosfet! La protección contra polaridad inversa es una de esas cosas