Continuando con la serie de pequeños proyectos sobre utillaje para nuestras maquinas, le llega el turno a las mordazas. Concretamente voy a realizar un prototipo basándome en la mordaza VISE del canal de NYC CNC para anclarla posteriormente en un fixture plate o mediante una placa adaptadora en cualquier otra superficie.
Si ya tenemos un fixture plate o una mesa ranurada, podemos adaptar un poco el diseño de las mordazas VISE que hace la gente de NYC CNC. A continuación os dejare enlaces a la tienda de ellos, vídeos de como son, como se usan y los ficheros 3d que tienen de cada modelo en Fusion360, así podéis bajarlos y adaptaros el diseño a vuestras maquinas. Inicialmente he adaptado un pelin las medidas iniciales, ya que se trata nuevamente de una toma de contacto y el material que podía comprar era ligeramente mas pequeño. Aun así, creo que me pasado de tamaño, ya que mi CNC no es tan grande como un centro de mecanizado y no descarto hacer un modelo posterior un poco mas pequeño, con la corrección de todos los fallos que vea y mejoras, y así no “perder” tanta superficie útil de la mesa de trabajo.
Link del producto real: https://saundersmachineworks.com/collections/all/products/modular-vise
Link archivos 3d: https://www.nyccnc.com/solid-models-saunders-machine-works-products/#1567975289052-2fae56f6-bb2f
Link vídeos explicativos de su funcionamiento e instalación: https://www.nyccnc.com/use-smw-mod-vise/
Table of Contents
Punto de partida
El punto desde el que comenzamos en este proyecto es uno o varios de los diseños ya hechos por esta gente que son unos fieras en la materia. En la colección que tienen de mordazas, me he fijado en dos.
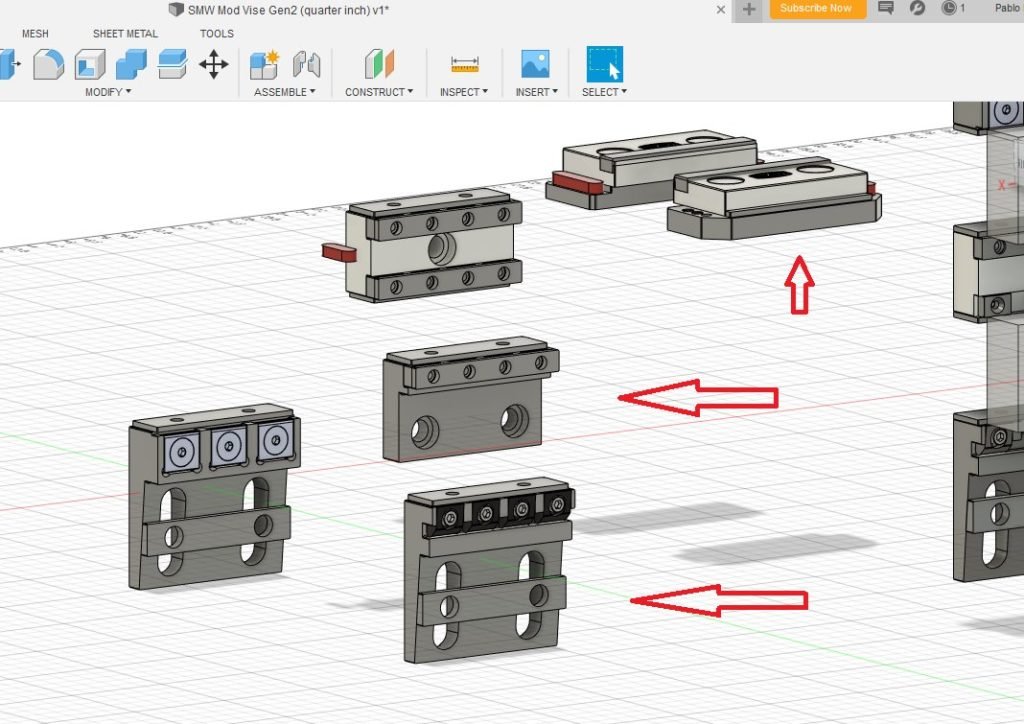
He marcado tres modelos en la imagen superior, donde he colocado unos cuantos de los que ellos tienen. Los que mas sencillos me han parecido de fabricar. Principalmente me voy a centrar sobre las que están marcadas con flechas horizontales y mas adelante igual me meto con la pieza marcada con la flecha vertical. Es una mordaza mas sencilla, en dos piezas, ya que la pieza inferior es para adaptar a la mesa donde la coloques y también es un poco mas pequeña.
La mordaza VISE se compone de dos piezas; La que es mas pequeña queda fija sobre la mesa y la otra parte, mas grande, es la que tiene un pequeño recorrido para aproximar la y colocarla con el stock, para posteriormente apretar y dejar bien anclado todo. Al ser dos piezas y viendo que me quedan los hilos bastante largos con las piezas sencillas, voy a dividir este hilo en dos partes. Una parte sera sobre la pieza mas pequeña y la otra parte será sobre la otra pieza.
En la parte 1 vimos como realizaba el elemento mas pequeño que forma la mordaza. En esta parte vamos a ver la fabricación del otro elemento.
Proceso de fabricación
El material que he podido comprar para hacer este primer prototipo es un poco dispar. Por un lado tengo un bloque de AL 5083, con el que fabricare la parte mas grande de la mordaza y por otro lado encontré un recorte de 7075 con el que haré la parte fija, que es mas pequeña. Ni que decir tiene, que lo suyo seria hacerlo todo en mínimo 6082 y recomendado que sea en acero, pero esto es lo que tenemos entre manos.
En esta ocasión vamos a trabajar el bloque de 5083. Comencemos!

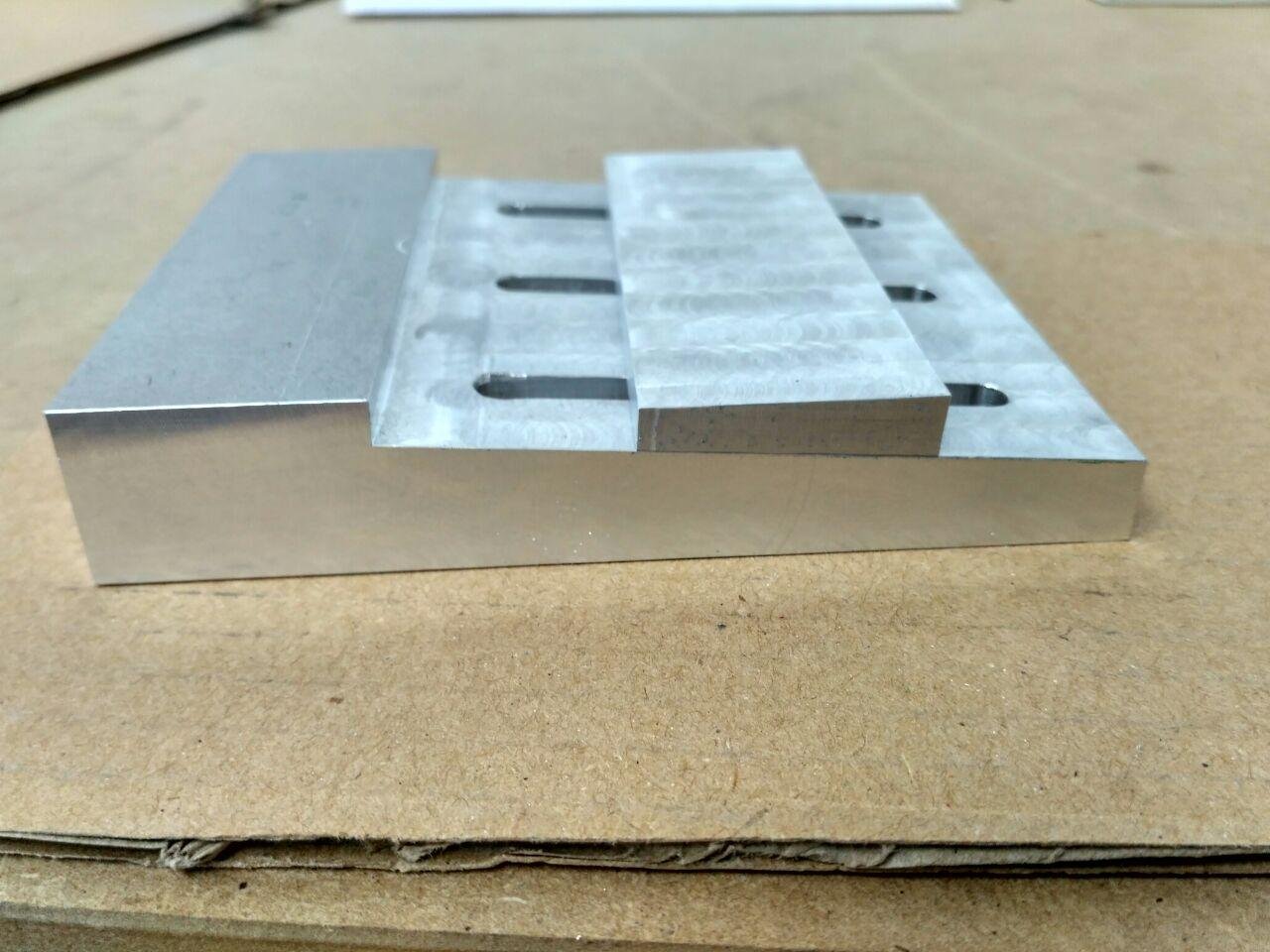
La pieza de arriba es el resultado de las diferentes operaciones que le he ido realizando. No esta acabado, le falta una pletina en la cara vertical y una serie de tres o cuatro pequeños elementos que pueden apretarse independientemente, para así tener el stock mejor anclado. Vamos a ver como he llegado hasta este punto.
Caracteristicas
- Dimensiones:
- Agujeros para roscas M4
- Agujeros para fijación a través de las tres ranuras usando M5
- Anclaje para Fixture Plate **Poner enlace al articulo
- Material: Aluminio 5083
- Superficie semi pulida mediante face mill
- Anclaje mediante una pletina externa que bloquea la pieza e impide que se deslice hacia atrás
Fabricación
Partimos originalmente del corte de un recorte sobrante de aluminio, con lo que esta muy sucio, con algo de pegamento y las caras donde se han efectuado los cortes hay que repasarlas si o si. Por tanto toca tirar del Face Mill y dejar toda la pieza limpia. En esta ocasión repaso con el Face Mill las 4 caras mas estrechas. Se puede apreciar en una de las fotos siguientes, la que muestra los dos stock que componen el conjunto de la mordaza.
Tras la operación de limpieza, importante dejar el material limpio de pegamento que pueda quedar. A veces el material viene embalado con cinta y ese pegamento de la cinta se queda pegado sobre la pieza, cuando empezamos a mecanizar, ese pegamento pasa a las fresas, plaquitas, etc y lo deja todo aun mas sucio. Un poquito de disolvente antes de nada y dejamos el material sin restos de pegamento.
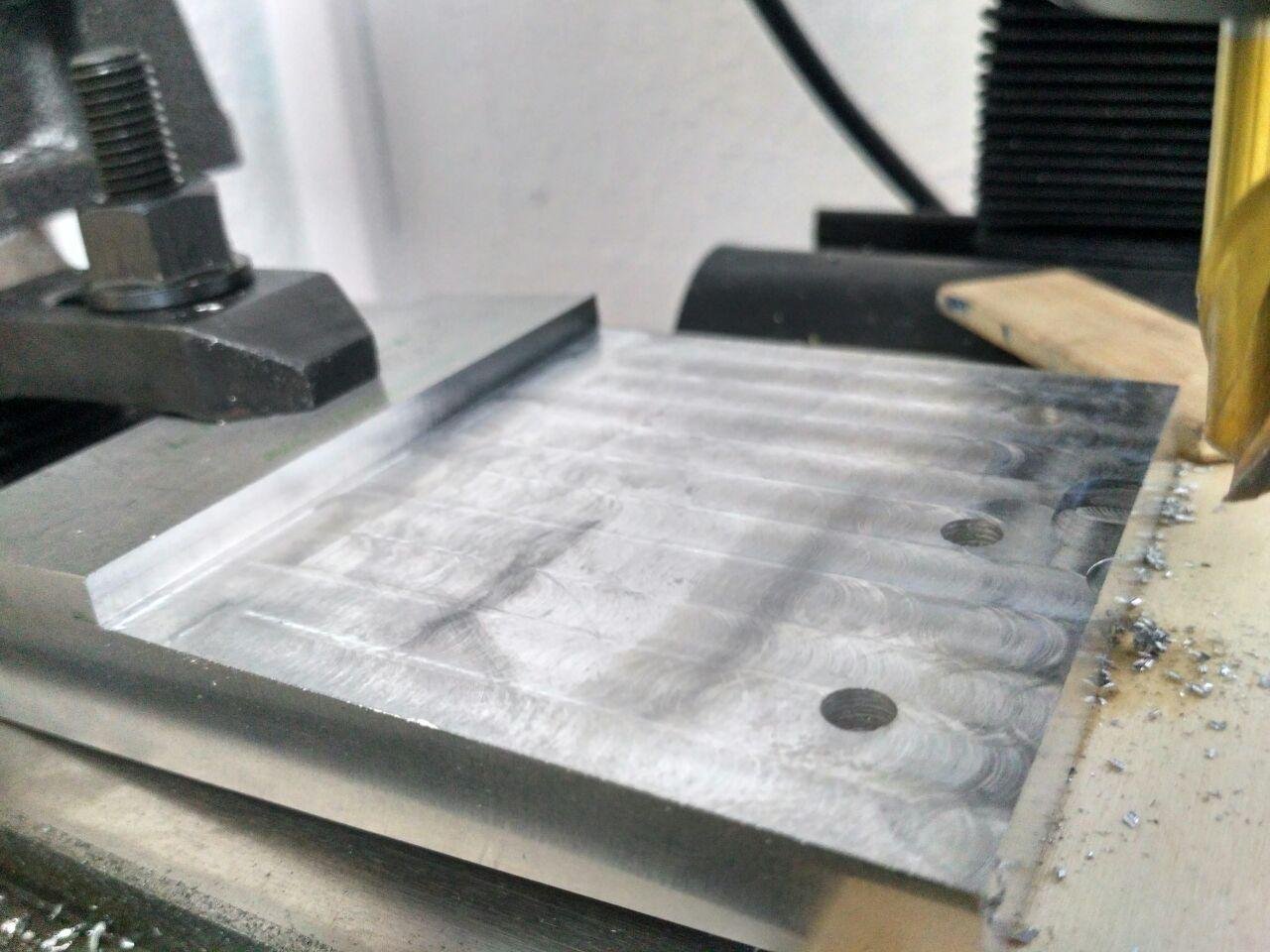
Siguiente operación es eliminar una gran cantidad de material de la zona donde se anclara la pieza al Fixture Plate. Como esta cara al final será inclinada y el anclaje no muy firme, decido eliminar todo el material que puedo con el stock bien anclado. Podéis apreciar en las fotos como quedan una serie de escalones en dicha zona.
Al tener que rebajar toda la zona completa, tengo que mover el anclaje de la pieza y en una segunda fase eliminar el material de la zona donde estaba inicialmente una de las grapas que fijaban el tocho.
{kind=link}
{kind=link}
{kind=link}
Una vez terminado este proceso, toca anclar el material pero dándole una inclinación a la pieza. Ya en esta posición es cuando se deja esta cara toda repasara y sin escalones. Gracias a la operación anterior de desbaste, este proceso se ha podido realizar rápido y sin someter a la pieza a mucho esfuerzo.
Continuo marcando los puntos iniciales donde comenzaran las tres ranuras y vuelvo a colocar el stock apoyando totalmente sobre la base para volver a tener un anclaje mas seguro. Con los puntos iniciales marcados, ya solo queda hacer las ranuras para los tornillos de M5. En esta ocasión, y dado que hasta la fecha no había tenido que trabajar material con tanto espesor, me todo con el problema de que no dispongo de unas fresas lo suficientemente largas, así que tras realizar las 3 ranuras hasta la profundidad que me permite mi fresa, luego tengo que darle la vuelta a la pieza y acabar el trabajo.
{kind=link}
{kind=link}
{kind=link}
Con estas operaciones realizadas, ya tenemos nuestra mordaza cogiendo un poco de forma. Siguiente paso es realizar la pieza que nos permita fijar la mordaza sin que esta se deslice hacia atrás cuando apretemos los elementos deslizantes contra el stock. Para ello, usare un pequeño trozo de 10 mm de espesor, también aluminio 5083
{kind=link}
{kind=link}
{kind=link}
Esta pieza pequeña también tiene una cara inclinada, con lo que para poder realizarla, la voy a apoyar directamente sobre el elemento de la mordaza. Así consigo directamente obtener la inclinación exacta de la pieza. La cara que va a apoyar sobre la mordaza esta repasada con el Face Mill. Con lo que tenemos una superficie totalmente lisa y limpia.
Para poder hacer esta pieza, nuevamente la tengo que hacer en varias fases, concreta mente en tres. Esto es debido a que no puedo hacer todo el trabajo de mecanizado del tirón ya que los anclajes de la pieza me molestan. Como podéis ver en las fotos, la pieza es un poco mas ancha de lo que sería la mordaza, y ese material se tendrá que eliminar a posteriori. Inicialmente me sirve para amarrar lo mejor posible el trozo de aluminio y así mecanizar una parte primero, luego cambiar los anclajes y mecanizar la otra parte.
Una vez terminada, solo queda meter la pieza en la mordaza para eliminar los dos laterales que están sin rebajar, dejando así la pieza a con la misma anchura que la de la mordaza.
{kind=link}
{kind=link}
{kind=link}
Con la pieza base terminada, solo queda hacer unas pequeñas ranuras por las que atravesaran los tornillos para anclar todo el conjunto al fixture plate. En las siguientes fotos podréis ver los resultados de todas estas operaciones y de como queda el conjunto presentado en el fixture plate.
En este momento ya casi estamos terminando el proceso, simplemente nos queda fabricar las pletinas que soportaran el stock. Una ira colocada en la cara vertical y en la horizontal se colocaran tres o cuatro piezas independientes.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Estos elementos sobre los que apoyará el stock que queramos trabajar pueden ser de diferentes materiales, y usar unos u otros en función del material que vamos a trabajar. De esta forma podremos cambiar dichas partes y colocarlas de un material mas blando que el stock, asi evitaremos dejar marcas cuando apretemos para anclar.
En mi caso, para las primeras pruebas, voy a realizar estas piezas en aluminio 5083. Mas adelante haré las mismas piezas en bronce y en acero y alguna calidad mas alta de aluminio.
El proceso final de ajuste, sera realizado en la CNC con todo el conjunto ya montado y fijado. Mediante la CNC realizaremos en rectificado de la superficie donde va a apoyar el stock. El motivo de hacerlo así es para que nos quede todo alineado. Esta operación nos tendrá un ratito colocando todos los elementos con el reloj comparador y disponer de todo debidamente escuadrado.
Si os perdisteis la primera parte donde hice el otro elemento que compone la mordaza, podéis verlo en este enlace.
Los comentarios, errores, mejoras...
De cara a ver posibles mejoras y errores, queda ver con el uso como se van desenvolviendo. Inicialmente si que vería de hacer esta pieza y su compañera mas pequeñas. Para maquinas de escritorio pueden ser un poquito grandes y perder bastante espacio. Una versión algo mas pequeña no debería influir negativamente y así podríamos aprovechar mas nuestra área útil.
La idea de fabricar este utillaje es facilitar o hacer mas cómoda la tarea de anclar el material a nuestra base de trabajo. Por tanto, con unos útiles será mas cómodo o adecuado que con otros.
Este post sigue en proceso de desarrollo. Lo estas viendo incompleto porque el trabajo aun esta en curso pero hay suficiente contenido como para ir compartiendo y escuchando vuestros comentarios de cara a mejorar el proceso o solventar los posibles problemas encontrados. Cuando no veas esta imagen, el post estará completo. No obstante, todo articulo será susceptible de cambio, actualización o ampliación del contenido su fuera necesario.