Vamos a empezar a hacer algún prototipo para la serie de proyectos relacionados con el utillaje que nos permita anclar nuestro stock a nuestras mesas de trabajo, ya bien sea en la CNC o en cualquier otro tipo de maquina manual.
En esta ocasión se trata de un «Fixture Plate», que no es otra cosa que una placa con una matriz de agujeros con distancias conocidas y sobre la cual podemos colocar otra serie de accesorios o anclar directamente el material para ser trabajado. Ademas de contar con una matriz de agujeros roscados, tendremos la superficie planeada, por tanto nos quedara toda la superficie a nivel respecto a nuestro eje X e Y. Sobre esta misma estructura también podremos diseñar nuestros propios elementos que nos faciliten la tarea sobre un trabajo recurrente o algo puntual.
El prototipo que voy a realizar, se trata de un simple acercamiento a este tipo de útiles y que como todo, quedara a la espera de una segunda revisión para subsanar algunos errores que veremos en el análisis final. Antes de meternos con el proceso que he realizado para fabricarlo, vamos a ver algunos ejemplos mas profesionales e industriales. Algo así como el punto de partida. Os dejo dos vídeos sobre posibles Fixture Plates. Uno de ellos es del canal NYC CNC, donde podréis ver unos trabajos fantásticos, este tipo sabe mucho. El otro vídeo es un fixture plate para anclarlo en una mordaza, de esta forma podemos darle una inclinación a nuestro gusto y poder realizar esas operaciones que no son paralelas a nuestra mesa de trabajo. Por tanto, tenemos dos ejemplos de diseños distintos sobre un mismo concepto. No descarto realizar una versión para anclar en mordaza, considero bastante útil la posibilidad de poder inclinar las piezas de forma cómoda.
Tabla de contenido
Una vez introducidos un poco en materia, pasamos a realizar nuestro prototipo. El resultado final es el siguiente.

Proceso de Fabricación
En la foto de arriba podemos ver el resultado final del trabajo, y es algo sencillo, como se puede apreciar. Pocas operaciones conlleva este trabajo, pero precisa de su tiempo si no tienes las herramientas adecuadas. Veamos como lo he hecho.
Características
- Dimensiones: 110 x 240 mm
- Matriz doble de agujeros.
- Agujeros roscados para M5.
- 6 puntos de anclaje para la ranura ancha del perfil 16016.
- Material: Aluminio 5083 no calibrado.
- Espesor: 10mm.
- Superficie planeada
- Error máximo medido de 4 centésimas.
Fabricación
Antes de entrar en materia, vuelvo a remarcar algún detalle importante. Se trata de un prototipo como toma de contacto para este tipo de utillaje. Hay varios fallos que trataremos luego, uno de los mas importantes es que para esta clase de accesorios, no es adecuado usar aluminio 5083, siendo lo recomendado el 6061, 6082,6083 o el 7075. Son aluminios mas duros y por tanto mas adecuados. Esto en caso de querer hacer la pieza en aluminio, porque realmente lo suyo es hacer la pieza en acero. El segundo detalle importante es el espesor del material, sería muy recomendable no bajar de 15mm de espesor, y podríamos hablar de como mínimo 20mm. Ahora ya, por si algún lector experimentado dedica unos minutos de su tiempo a leerme, no se lleve las manos a la cabeza nada mas empezar.
{kind=link}
{kind=link}
{kind=link}
Lo primero que tendremos que hacer es elegir o pensar en que zona de nuestra maquina vamos a querer usar nuestro utillaje, ya que es importante tenerlo en cuenta sobre todo en el paso del planeado. Donde hagamos este paso ese sera siempre su sitio de uso. Esto es así porque nuestra mesa de trabajo esta compuesta por 3 piezas de perfil 16016. Este perfil no es perfecto ni de lejos, es mas, si tener alguna mesa así, podéis coger una chapita pequeña e ir apoyándola a lo largo de la mesa. Veréis que nunca llega a apoyar completamente y se bascula, sobre en el paso de un perfil a otro. Lo ideal es hacer un proceso de planeado sobre la mesa de perfil, pero yo de momento no lo haré, lo que si haré es dicho proceso sobre el utillaje. Importante destacar que los fixture plate nunca deberán apoyar directamente sobre las zonas mas cercanas a los bordes de los perfiles 16016. Será necesario, en caso de hacer un fixture plate completo a la mesa el elevar un poco o rectificar las zonas donde los perfiles se unen, y así evitareis esa superficie mas irregular. Exagerándolo mucho, las zonas donde un perfil toca con el otro hacen una forma de montaña ^.
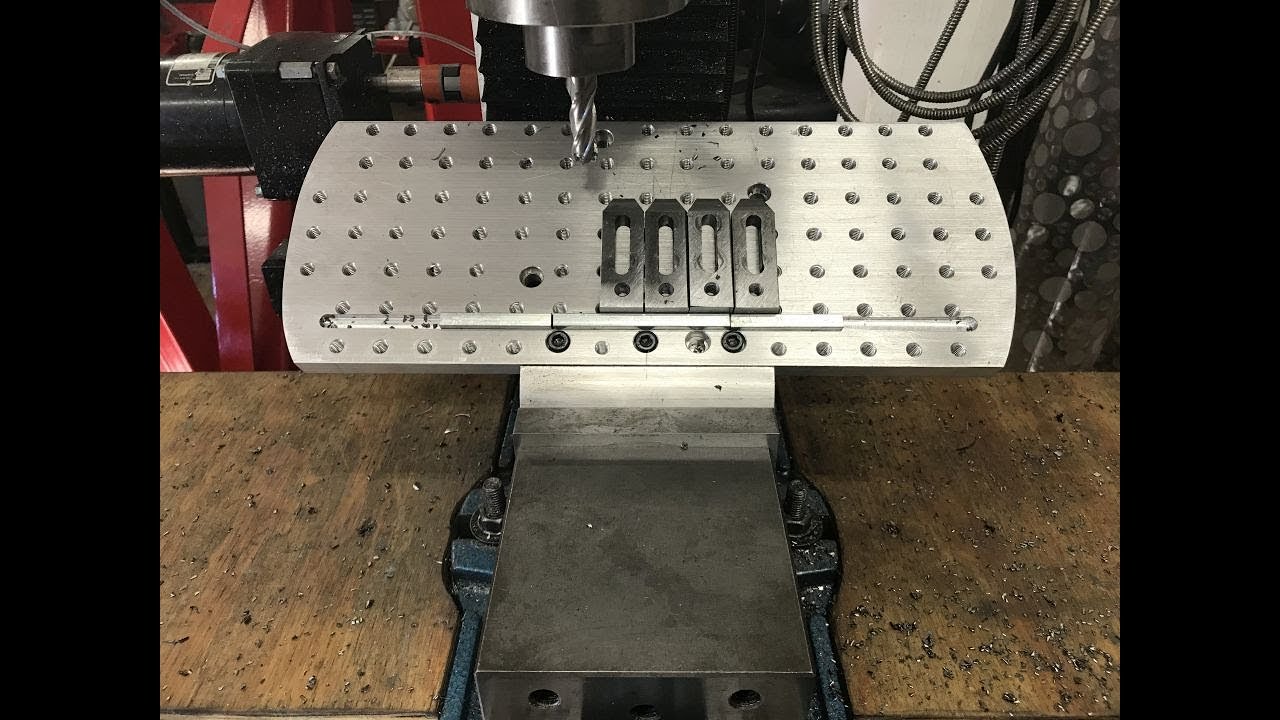
Con la posición de nuestro accesorio claro y mas o menos escuadrado con el eje XY, procedemos a marcar los centros de los taladros. Hice una matriz rápida en Autocad, ya se puede ver en las fotos que el espacio no esta optimizado ya que en alguna zona se podía haber hecho algún agujero mas. Os dejo el CAD al final de la entrada, con algún archivo mas. Para marcar centros, ancle el aluminio en 3 de sus 6 puntos. En este proceso no es importante, pero en el de planeado si es muy importante anclar bien la pieza en todos sus puntos. Hablaremos sobre ello en su momento.
Herramienta usada
Para esta tarea he usado una fresa HRC55 de 4mm con punta del 90º. Son las típicas que se suelen usar para hacer chaflanes o pequeños grabados sobre metales.

Tras hacer el marcado de centros, yo cometí el error de hacer el proceso de planeado a la pieza, antes de hacer los agujeros. En mi caso, y por dejar la CNC libre para otros trabajos, saque la pieza y le hice todos los agujeros con el taladro de columna tranquilamente y posteriormente el roscado a mano. Me tire una tarde haciendo roscas. Pero esto fue por no quedarme esperando y dejar a la CNC ocupada con otro mecanizado. En las siguientes fotos, podréis ver como quedó el trabajo de planeado a la cara sin antes haber hecho los procesos comentados. No esta bien hecho asi porque cuando realizamos los agujeros, al ser un material «blando», se deforma en los alrededores y se levanta. De forma que si no hacemos un proceso de planeado posterior, la superficie no es plana y tiene montañitas.
{kind=link}
{kind=link}
{kind=link}
Tras esta pequeña liada en el orden de las operaciones, por suerte las marcas de los centros aun eran suficientes para poder hacer los agujeros. Siguientes fotos son con los agujeros y las roscas. El proceso es hacemos los agujeros, avellanamos la entrada y salida del taladro y roscamos. Luego repasamos un poquito con la herramienta avellanadora por si queda alguna imperfección. Limpiamos con aire a presión o un poco de agua para eliminar las máximas virutas posibles que nos quedan en el interior de las roscas.
{kind=link}
{kind=link}
Es importante que al terminar la fase de taladrado y roscado, con un trocito de lija fina de grano mayor o igual a 320, repasemos ligeramente la cara que vamos a apoyar sobre la mesa de trabajo de nuestra maquina. Puede quedar algo de material deformado alrededor de los agujeros. De esta forma, conseguimos dejar bastante limpia esa cara. Podéis comprobarlo apoyando la pieza sobre vuestra mesa y viendo que no existe balanceo, cosa que antes de pasar la lija si hacéis esta comprobación, podríais apreciar algo de movimiento, como que la pieza no apoya perfectamente sobre la cara. Lo suyo seria hacer un planeado con la fresa, y mas aun con este tipo de placas de aluminio, que no son placas calibradas y por tanto sus caras no son perfectamente planas. En ocasiones podremos encontrarnos desviaciones de alguna que otra décima. Con esto claro, vuelvo a fijar la pieza en la CNC. Recordar que el sitio donde la anclemos ahora, sera su sitio para trabajar correctamente. Aquí corregimos la pequeña desnivelación que pueda tener nuestra mesa de trabajo. El proceso que vamos a hacer ahora es el de planear la superficie con una fresa de 1 labio. Os dejo con las últimas fotos del trabajo, la ultima es la que hemos visto antes, la pieza terminada.
El proceso de planeado hecho con la fresa de 1 labio, con velocidad de 500mm/min a 10Krpm y una profundidad de pasada de 0,3mm. Para hilar mas fino, se pueden hacer 2 pasadas, una de ellas de desbaste a 0,2mm y otra a 0,1mm y con una velocidad mas baja.
En las fotos de abajo, la que esta en la parte derecha (en la del centro también se aprecia un poco), se puede apreciar en la pieza como un cambio en la superficie, como que es mas brillante o queda mas pulida. Es según como incide la luz, pero el acabado si que es algo mejor. Le puse un poco de lubricante para ver la diferencia de acabado. Ni la fresa ni el material se llegan a calentar lo mas mínimo, pero así podemos alargar un poquito la vida de estas fresas chinas y si el acabado es importante, que sepáis que con un poquito de lubricante todo va mejor.
{kind=link}
{kind=link}
{kind=link}
Herramienta usada
Fresa de 1 labio 4×12 mm (SP1F-D4,0-L12). Me están funcionando bastante bien estas fresas, por si queréis comprar algún tamaño mas.

Antes de que se me olvide, el proceso de roscado lo podemos hacer con una fresa de este tipo. Hay varios modelos, en función de la métrica de la rosca. Tengo una fresa de estas ya en casa, pero tengo que probarla. Hay que generar el gcode con cuidado para no partirla. Tener en cuenta que el filo lo iremos mecanizando a base de pasadas, no haremos una única pasada a la profundidad que le corresponde a esa métrica. Sería como el proceso de roscar con el torno, vas haciendo pasadas aumentando la profundidad con cada una que haces. Son fresas caras y romperlas duele.
Herramienta usada
Fresa para hacer espirales o roscas. Concretamente esta es para poder hacer rosca M4

Los comentarios, errores, mejoras…
Con el proceso de fabricación completado, es tiempo de mirar la pieza un poco, buscarle los fallos y tenerlo en cuenta para futuros diseños, procesos de fabricación, revisiones de un mismo diseño, etc. A ver si podemos aprender aunque sea solo una cosita. Os animo a todos los que tenéis experiencia a compartirla, que yo no soy un experto, ni mucho menos.
Partiendo de que quería hacer una prueba para tener en la mano un utillaje de este tipo y no le puse mucho interés en que quedara bien bien, vamos a ver que podemos mejorar de cara a una iteración.
- Como he comentado a lo largo del post, el material elegido no es el adecuado. Lo suyo es hacerlo en un material duro. Si queremos usar aluminio, buscaremos las calidades 6061, 6082, 6083 o el mas duro 7075. No obstante,si miramos en los productos profesionales, veremos que estas piezas se fabrican en acero.
- Siguiente punto, el espesor. Recordar que queremos que esta pieza no tenga desnivel, ni se deforme y sea capaz de anclar el stock lo mas firme posible sin que se deforme. El espesor de la pieza es importante. Creo que el mínimo no debe ser inferior a 15 mm, y lo suyo es tirar a 20 mm.
- La matriz de agujeros se puede optimizar un poquito mas, para tener bien cubiertas todas las áreas.
- No he realizado ninguna operación sobre el contorno de la pieza, y esto habría estado muy bien hacerlo. El motivo no es otro que el tener una referencia entre el borde del fixture plate y la matriz de agujeros. Con estas medidas conocidas, podemos jugar en el momento de posicionar la fresa según el trabajo que estemos haciendo.
- Al tener poco espesor en mi pieza, no he dejado una zona del agujero sin roscar, como llevan las profesionales. Usan esto para introducir pequeños ejes y usarlos como topes para la colocación de otras piezas o material sobre el plate.
Le dedico un parrafito entero al tema del anclaje, tanto del material cuando vamos a trabajar sobre el, como de los accesorios que pongamos encima del fixture plate. En nuestro caso, empezando por el principio, cuando estamos fabricando el fixture plate, sobre todo en la operación de planeado, es importante fijar la pieza a nuestra mesa de trabajo con todos los puntos disponibles para ello, como ya se ha comentado. Además, es muy importante hacerlo con un par de apriete igual en todos los puntos y dicho par que sea conocido. Con el par de apriete que fijemos nuestro material a la mesa, luego tendremos que anclarlo en los posteriores usos que hagamos del utillaje. Esto es así porque el materia flexa, y si apretamos mas un tornillo que otro, nuestro material se va a “retorcer”. De ahí que sea normal encontrarnos con el error de alguna centésima cuando realizamos alguna verificación. Existen unos destornilladores dinamometricos, que son los usados para pares de apriete bajo. Sobre 1-2Nm de par de apriete. Me tengo que hacer con uno de estos, he visto que Wera tiene un modelo que llega hasta 1,2Nm y otro que va desde 1.2 a 2Nm o algo así era el rango. Son bastante caros (sobre los 60-70€ en Amazon), si conocéis alguna alternativa para pares de apriete entre 0,5Nm y 3Nm, soy todo oídos.
Y poco mas que añadir, un proyecto sencillo, re aprovechando material que tenia y como primera aproximación. Os animo a compartir impresiones y por supuesto, puedo estar equivocado en alguna de mis afirmaciones. Agradezco las puntualizaciones, correcciones y las criticas constructivas. Os dejo el fichero del CAD por aquí abajo. Por mi parte, esto es todo sobre este trabajo. Si realizo alguna modificación o añado algo mas de contenido, os lo haré saber de alguna forma.
Nos vemos en el siguiente.
Saludos,
Entradas relacionadas
Entradas mas recientes
Colaboración con JLCPCB
Para este año tenemos un pequeño gran cambio, y es que me han contactado recientemente para hacer una colaboración con JLCPCB. Tras el intercambio de
Nuevos expositores de madera para coleccionar figuras Lego
Hace ya un tiempo que termine este proyecto, pero se me quedo por escribir su correspondiente entrada. Se trata de los nuevos expositores de madera
Protección contra polaridad inversa
Si buscamos implementar un sistema de protección contra polaridad inversa, podemos utilizar un simple mosfet! La protección contra polaridad inversa es una de esas cosas